Heavy tanks of the USSR in the postwar period

Heavy Tanks IS-3 on Red Square. May 1, 1949
After the end of World War II, the armored and mechanized forces of the Red Army (from 1953 to the Soviet Army) were equipped with heavy tanks EC-1, EC-2 and EC-3 "5, as well as a small number of previously released tanks KB-1С and KV-85'78.
Serial production of tanks EC-3 continued in 1945 — 1946. at ChKZ (the only heavy tank plant in the country at that time) was discontinued due to the launch of the production of the IC-4 tank. In total, the post-war period collected 1430 tanks EC-3.
During serial production, various improvements were made to the design of the EC-3 tank, as well as a number of R & D projects aimed at improving its combat and technical characteristics. So, for example, in 1945 — 1946. To increase the rate of fire of the tank, work was carried out on the use of unitary 122-mm shots in the ammunition and placing them in the fighting compartment. In addition, along with an assessment of the use of more powerful artillery weapons than the D-3T in the EC-25, the issues of automating the loading of a gun, electric rotation of the turret with a commander control system (targeting) and improving the ventilation of the combat compartment, as well as visibility from the tank were considered. The design of the installation in the tower of the twin large-caliber machine gun (12,7-mm DShK) of ribbon power was developed instead of the 7,62-mm DTM machine gun.

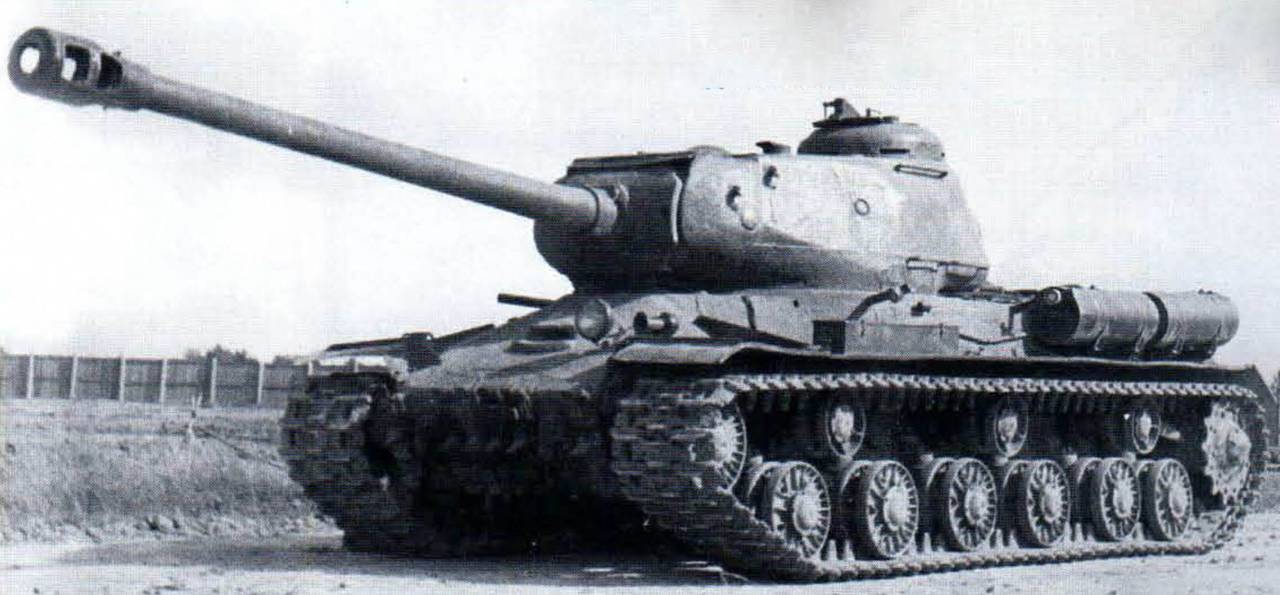
Tank EC-2, muzzle brake removed. Post-war years. Combat weight —46 t; crew —4 people; weapon: gun - 122 mm, 3 machine gun - 7,62 mm, 1 machine gun - 12,7 mm; armor protection — counterpart; engine power - 382 kW (520 hp); maximum speed - 37 km / h.
However, work on the placement of unitary 122-mm shots and the test-laying of their layouts showed the impossibility of placing these shots and the lack of usability due to the limited internal volumes of the tower. With regard to the introduction of a twin large-caliber machine gun DShK, then for its installation required alteration of the tower, mobile armor, as well as a change in the placement of projectiles and charges (sleeves). Due to the large amount of required changes in the tower structure, this work was stopped in 1946.

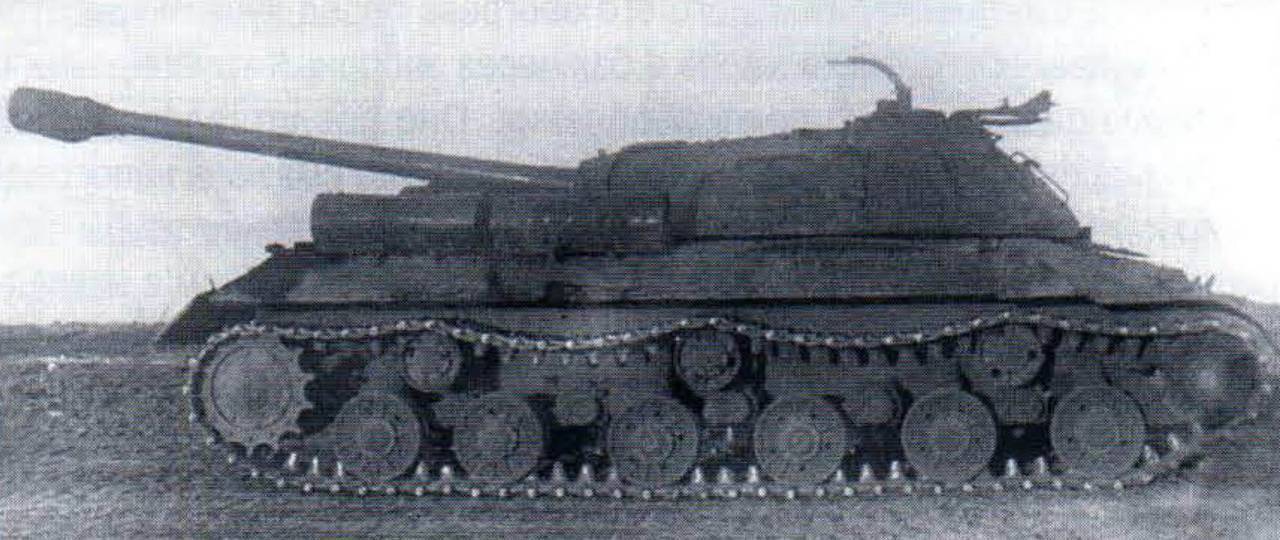
Tanks EC-3 on exercises. On the first two cars the muzzle brake is removed. 1950-s. Combat weight - 46; crew — 4 people .; Weapon: gun— mm 122, 1 machine gun — 7,62mm, 1 machine gun — 12,7mm; armor protection — counter spike; engine power —382 kW (520 hp); maximum speed — 40 km / h.
The production of EC-3 tanks with an improved electric turret rotation was organized in accordance with the resolution of the USSR SNK No. 3217-985 from December 30 1945 (order NKTP No. 8 from January 17 1946). The design of the electric drive ChKZ Design Bureau developed in conjunction with the plant number XXUMX People's Commissar Transmash according to the concept of Leonardo in conjunction with the device commander control tower, proposed by the Experimental Plant No. XXUMX. The installation of the drive on the first 255 tanks of the EC-100 was carried out by Chelyabinsk Shipyard in March 50. Since 3 in April of the same year, the electric rotation of the turret with commander target designation was installed on all manufactured vehicles.
Work to improve the security of the tank on the battlefield was carried out in the direction of enhancing its protection against cumulative projectiles (grenades) and anti-mine resistance, as well as creating a fire extinguishing system (PPO system).
In order to increase the mobility of the machine, research was carried out to improve the power plant (increasing the reliability of the engine, cooling system efficiency, testing and testing air cleaners with automatic dust removal, paradynamic heater). We started to create an electromechanical transmission (“707 Object”) and high wear resistance tracks - at least 3000 km.
During the operation of the EC-3 1945 release, the engine overheated in the conditions under which the EC-2 tank engines worked normally. The comparative field testing of the EC-1945 and EC-2 tanks, carried out at the end of 3, confirmed this fact.
The cooling system of the engine of the EC-3 differed from the cooling system of the EC-2, mainly in the design and dimensions of the air duct (especially the cooling air inlet and outlet), as well as in the design of air-oil radiators, ChKZ Design Bureau made a number of changes to the engine cooling system design The EC-3 tank and introduced them into serial production on the 1946 production tanks. Comparative ground tests of the vehicle with mileage that took place in the same year confirmed the effectiveness of the measures taken.
In the last year's IS-3 tanks, unlike the cars of the first series, two air-oil radiators were installed in front of the fans, instead of four air-oil radiators mounted behind the fans. This made it possible to obtain large internal sections of the air path of the engine cooling system by reducing the height of the internal fuel and oil tanks. Exhaust pipes have completed a streamlined shape and improved the configuration of the collectors of air fans. In addition, recommendations were made for placing the landing on a car in the summer (at an ambient air temperature of + 20 - ZO'S), since its location on the roof of the MTO (cooling air inlet louver) under heavy engine loads could lead to its rapid overheating .

As for the electromechanical transmission for the IS-3 tank, then the requirements for it are the head of the USSR Armed Forces headquarters, Lieutenant-General of the tank forces B.G. Vershinin approved 16 in December 1946. Due to its use, it was intended to improve the dynamic qualities of the tank, apply the automated control system, and also realize the diesel power more fully.
The transmission was supposed to provide:
- increase in the average speed of the tank in comparison with the mechanical transmission;
- ease and ease of management of the tank;
- the acceleration time of the tank to the maximum speed on 30 — 40% is less than the acceleration time for a tank with a mechanical transmission;
- The speed of the tank in the range from 4 to 41 km / h with its smooth regulation;
- turn the tank with any radius at different speeds of movement, with the least loss of power spent on turning;
- overcoming the tank lifts the same as with a mechanical transmission.
However, most of these works were not completed in connection with the decommissioning of the EC-3, but continued with the new heavy tank EC-4. In addition, during the intensive operation of the EC-3 tank in a peaceful environment, a number of constructive mistakes made during its design were additionally revealed.

Scheme of the modified cooling system of the tank X-3 1946 release
One of the major defects of the machine was the lack of rigidity of the body in the area of MTO, which led to a violation of the alignment of its units. For example, not a single 1946 release tank failed the warranty tests for the 300 and 1000 km of run. In the same year, a stream of complaints about the failure of the engines followed the ChKZ from the troops. The testing of six EC-3 tanks revealed the malfunctioning of the vertical roller drive of the fuel pump of the B-11 engine due to the destruction of the ball bearing cage of this roller. As a result, ChKZ carried out appropriate measures to improve the reliability of its work (the ball bearing was replaced with a plain bearing on the engines of the subsequent release).
In addition, during the long-term operation of machines, cracks began to appear not only in the welds of the hull, but also in the casings of the cast turrets (in the area of the gun installation, as well as in the zygomatic and other parts). The low strength of the welded joints of the hull IC-3 is confirmed by
They also tested the results of shelling in 1946 at the NIIBT test site of five buildings made by the Chelyabinsk plant No. XXUMX and the Uralmash plant. For a more detailed study of the defects of the EC-200 tanks, the plant sent qualified brigades and operators to the military units of the brigade.
In accordance with the decree of the USSR Council of Ministers No. 3540 of March 30 1948 and the order of the USSR Ministry of Transport Engineering No. 81 of March 31 of 1948 of ChKZ and LKZ, in a short time did a great deal of research to identify the causes of the destruction of the supports and the crankshafts of diesel engines EC-3. First of all, the specialists of the plants analyzed all the material on the defects of the engine-transmission unit, which came from military units from 1945 to 1948, and also comprehensively studied the reports on special tests of EC-3 tanks at the NIBT Kubinka range,
On the basis of the material obtained, the ChKZ Design Bureau (as the head machine) in pursuance of the resolution of the USSR Council of Ministers No. 2312-901 from 10. June 1949 developed a number of measures to eliminate design flaws (CCN). They were carried out and tested by two EC-3 tanks, and then performed on another ten machines upgraded by the plant and submitted for military trials in August 1949. According to the annex to the decree, the CCN of the EC-3 tank was implemented in two stages.

Placement of troops on the tank EC-3. Tests at NIIBT test site, 1946
The activities of the first stage of modernization included:
- development and production of a new engine mount design, which provided an increase in their rigidity and prevented their loosening;
- Improving the stability of mounting the engine and sub-frame;
- replacement of a manual boost pump with a boost pump with an electric motor;
- bringing the crankshaft of the B-11 engine to condition;
- introduction to the oil tank of the valve;
- installation of fans with improved design;
- improving the mounting of the main clutch on the crankshaft due to its landing on the cones;
- the introduction of the alignment of the engine and gearbox with the measurement of the end and radial clearance in two planes for both units;
- the use of semi-rigid connection between the driven shaft of the main clutch and the longitudinal shaft of the gearbox;
- change the mounting of the front neck of the gearbox through the use of long studs or bolts, removing the hinge in the left side of the beam with an increase in its attachment to the bottom by introducing an average support (to improve the installation of the gearbox);
- Strengthening the rear support gearbox.
In addition, the plant strengthened the lifting mechanism of the cannon, the turret sheet, completed the tanks with TVM steel tracks, transferred the starter crown from the fan to the semi-rigid coupling.
Military tests of ten modernized EC-3 tanks in 4 of the Kantemirov Division from September 2 to October 16 1949. The test results showed that the implemented structural remedial measures for improving the performance of machines ensured normal operation of the units and aggregates. However, the reliability of the EC-3 tanks was still insufficient, because during the tests there were cases of failure of gearboxes, final drives, leaks of oil radiators, etc.
In order to finalize the design of the EC-3 tanks, the plants were asked to immediately work out all the measures that completely eliminated the identified defects, paying particular attention to the improvement of the gearbox, final drives, cuttings and oil radiators. All innovations were to be introduced on three tanks, the tests of which (in accordance with the decree of the Council of Ministers of the USSR No. 2312-901 from 10 June 1949) should be completed before 1 January 1950.
By that date, ChKZ had completed work on the second stage of the modernization, which included revision of the design of the gearbox, anti-aircraft machine-gun installation and sealing of the supporting rollers. Taking into account these measures, three tanks were manufactured and tested for warranty mileage, the results of which led the plant to complete final development of drawing and technical documentation for modernization.
Modernization of the EC-3 tanks coming from military units was carried out at the ČKZ (from 1950 to 1953) and LKZ (from 1950 to 1954) in accordance with the Decree of the Council of Ministers of the USSR No. 4871-2121 from December December 12 1950. Modernization of machines during this period by manufacturers was carried out without changing the brand of car.
The JS-3 tanks, which were supplied for carrying out QNS to the factories from the troops, should have been fully equipped and did not require major repairs, but at the same time, vehicles that had worked for the warranty period (1000 h) were allowed. However, these requirements were often not complied with by the GBTU Armed Forces, and tanks were dismantled at the factories in a disassembled condition that could be overhauled. Therefore, LKZ and ChKZ were forced in parallel with the MCN to perform the initial overhaul repair, replacing up to 80% of all machine parts.
In November — December, 1951, when carrying out control tests of the EC-3 tank on the LKZ after the implementation of the UPC (in accordance with the Resolution of the Council of Ministers of the USSR No. 4871-2121), a defect was discovered again due to the breakdown of the drive parts of the B-11M engine fuel pump, which did not prove itself when testing ten tanks in 1949. (the fuel pump drives worked properly). These failures occurred during the subsequent testing of five tanks EC-3 on LKZ, and later during the operation of vehicles in the army.
Due to the presence of a recurring defect associated with the destruction of the drive of the fuel pump of the engine, the acceptance of the EC-3 tanks after conducting the CCN at the LKZ and ChKZ was stopped until the causes of the defect were identified and measures were developed to eliminate it. At the same time, the ChKZ stopped the acceptance of engines B-11М.

Tank EC-3 after the first activities of the MCN, Naro-Fominsk, August 1956.

Tanks EC-3 on the march (cars after the activities of the MCN 1952), 1960-egg.
Repeated destruction of the engine fuel pump drive was due to the fact that the measures for UCN allowed to operate the EC-3 tanks at higher average speeds (about 25 km / h) with a maximum engine load, the specific power of which did not exceed 7,72 kW / t (10,5 l. s./t). Under these conditions, the engine, when shifting from a low gear to a higher one, was in the mode of a resonant frequency of rotation of the crankshaft, which led to the defect '78.
Tests of ten tanks EC-3 in 1949 were held in other road conditions, when the average speed did not exceed 10 — 15 km / h. In this case, the engines of the machines functioned outside the danger zone, which ensured the normal operation of the drives of their fuel pumps.
The commission appointed by the Ministry of Transport Engineering, as well as attracted specialists from Leningrad institutes and NIID came to the conclusion that the defect in the drive of the fuel pump can be eliminated by giving the drive coupling additional elasticity and connecting additional masses to the fuel pump. To the same conclusion came and experts of ChKZ. As a result, to replace a rigid serial coupling, several variants of elastic couplings were made, of which in the process of bench tests, one was chosen - ChKZ design, which was named ChKZ-45.
In the period from 5 to 25 in March 1952, in the Leningrad region, an interdepartmental commission tested four EC-3 tanks, the drives of which engine fuel pumps had elastic couplings. There was no failure of the drives of the engine fuel pumps, but the tests had to be stopped due to the destruction of the hook-on connecting rods in the engines of three cars. At the conclusion of the commission, the cause of the destruction of the hooked rods was the long-term engine operation at the maximum torque mode, which coincided with the zone of resonant frequencies of the crankshaft at this type of engine.
In order to determine the reliability of the drive of the fuel pump and engine connecting rods, during the period from April 14 to 23 1952, in the Chelyabinsk region, the interdepartmental commission again carried out running tests (on 200 of the engine and 3000 km run) of six EC-3 tanks with elastic couplings in the drives of the fuel pumps of the engines, a modified angle of the fuel supply and in compliance with the operating instructions of the machine (limited operating time on the resonant mode). At the same time, two B11-HIT serial engines were installed on two tanks, engines with a dual-mode regulator without a fuel supply corrector were installed on the third and fourth engines, engines without a fuel supply corrector were installed on the fifth and sixth engines; engine torque was adjusted to 2254 Nm (230 kgm) at a crankshaft speed of 1300 min '; The maximum power was 415 kW (565 hp) at a rotational speed of a crankshaft 2000 min.
To participate in the trials of military units attracted driver-drivers of various qualifications - from beginners to driving masters.
During the tests, the tanks passed from 3027 to 3162 km, all engines worked reliably on 200 × XXNX. There were no cases of destruction of the drive parts of the fuel pumps and the engine connecting rods. Thus, the activities carried out in compliance with the instruction manual ensured reliable operation of the engines for the specified time. However, after working off the warranty service tanks, there were separate cases of failure of the transmission and engine cooling units, for which the plant took measures that ensured a longer and more reliable operation of the EC-5 tank as a whole.
The failure of individual units of the transmission and cooling systems of the engines of the EC-3 tanks during these tests was due to the fact that they took place in dusty conditions. Due to the lack of dust shields on the fencing shelves, during the 5 — 6 hours, the MTO and tanks were generally clogged with dust so that the engines quickly overheated, and because of the dustiness of the brakes and bridges, the main clutches were not switched off, gears in gearboxes were badly shifted - As a result, the car lost control. For this reason, the average speeds of movement decreased, and transmissions failed before the expiration date.
To eliminate these shortcomings in the OGK ChKZ developed a new design of dust protection panels (like an experienced tank "Object 730")
for the fencing shelves of the machine, which were installed from July 1 1952 (release plates was organized at the plant number XXUMX).
The reliability of the PMP brake bands (the controllability of the machine depended on them) was increased by changing the design of the brake bands and installing them in the tank. They were introduced into industry at the factories from 1 June, and at military repair factories from 1 July 1952.
Based on the results of tests of six EC-3 in spring 1952, the commission came to the conclusion that it was possible to resume acceptance of tanks of this type from UCN to LKZ and ChKZ and about the need to replace the rigid serial clutch of the engine fuel pump drive on the elastic coupling of ChKZ- on all previously produced machines 45. As a result, the acceptance of tanks at the plants (as well as the B-11M diesel engine at ChKZ) was resumed from May 30 1952.
At the same time, the BT and MB command of the Soviet Army was proposed during 1952 — 1953. conduct comprehensive troop and field testing in different climatic conditions of ten EC-3 tanks with high-powered engines. According to the results of these tests, together with the Ministry of Transport Engineering, it was necessary to resolve the issue of the possibility of re-adjustment of all B-11М engines to 419 kW power (570 hp).
In December, 1952 was tested at the NIIBT test site of three IS-3 tanks with high-powered engines (419 kW (570 hp). However, these tests were terminated due to the failure of transmissions. At that, one gearbox was restored by means of the landfill, and two boxes required replacement with delivery from the LKZ to 10 in January 1953. However, the question of installing engines of increased power in the EC-3 tanks at the MCN increased the power of the 9.
For all this time, the plants constantly conducted testing and adjustment of the technical conditions for ACN, which have not yet been finally agreed and approved by the headquarters of the armed forces. The main issue was the issue of defects and the scope of repair of welds of the armor hull, as well as the issue of the allowable amount of defects in the hulls of cast towers.
The LKZ cases for weld seams were examined by external examination and only the seams that had cracks or splits were corrected (all other seams were not subject to corrections). However, the HBTU of the Armed Forces questioned the reliability of all the seams of the hull and required the correction of almost all possible manufacturing defects. A variant of the stamped bottom was proposed in the case of the manufacture of new hulls of the EC-3 tanks, but this contradicted the government decree on conducting the CCN, and replacing the bottom on the tank repair buildings with the stamped one was considered unnecessary. Since November, 1951, in addition to the LKZ and ChKZ tanks, to repair the hulls of the EC-3 tanks, connected plant No. XXUMX.
In relation to the repair of casings of casting towers, the Ministry of Transport Engineering was also limited only to the requirement of welding cracks, after which all the towers were considered serviceable. In turn, the GBTU Armed Forces also put restrictions on the depth and location of cracks, which led to the transfer of a large number of tank turrets into marriage.

Repair of the IS-3M tank with the conducting of a CCN on the 61 BTRZ (Leningrad), 1960.
According to the USSR Council of Ministers Decree No. 4871-2121, the Ministry of Transport Engineering was supposed to conduct a CCN in the hull of the EC-3 only on the sub-foundation, strengthening the sheet sheet with a scarf and welding the cracks that appeared with austenitic welding wire. Other, additional works, as a rule, included repair by welding of parts and assemblies of the chassis, the bottom and welding of cracks in the seams. On the tower - provarku cracks. The work of LKZ in this direction in 1951 did not cause any complaints from the headquarters of the armed forces. After repair, tanks successfully passed tests with a mileage of up to 2000 km.
The fault detection maps developed by the LKZ and ChKZ, coordinated in the middle of 1951 with military acceptance, ensured the elimination of all significant defects in welds (including cracked seams and chipping).
Until the end of their life cycle, these machines were equipped with engines of regular power - 382kBr (520l.s) during subsequent overhauls. In addition, additional torsion brackets were added (seams were enlarged from 10 to 15 mm), a second seam at the junction of the bottom, stiffeners on the bottom were installed and other smaller reinforcements were made.
However, at the beginning of 1952, representatives of the HBTU Armed Forces put forward new requirements that led to the correction of all deviations in the quality of welds: in addition to removing joints with cracks, the seams that had increased porosity, undercuts of the base metal, minor lack of penetration or influx, reduced size and other were corrected. minor defects.
Nevertheless, the technical documentation for the repair of hulls and towers of the EC-3 tank was developed by the ChKZ on the basis of a joint decision of the Ministry of Transport Engineering and the command of the BT and MB of the Soviet Army from 29 — 31 in March 1952 and sent in April of the same year to LKZ addresses and plant number XXUMX and introduced into mass production.
In addition to provoking cracks on the towers of the EC-3 tanks, it was planned to replace the old towers with new ones. For example, the release of 15 new towers in the 4th quarter of 1952 was assigned to plant number 200. New towers were cast from 74L steel and subjected to heat treatment to medium hardness (Brinell print diameter 3,45 — 3,75). The manufacture of the towers was carried out in sets with the unit in accordance with the drawings and technical specifications approved at 1952, taking into account the changes made by the headquarters and the Ministry of Transport with reinforced brackets of the gun and sight TSH-17, attachment mounts, etc. At the same time, in order to increase the structural durability of the towers of the HBTU VS, it was required from the Chelyabolny Shipboard Design Bureau to weld the sub-bottom of the tower from the outer and inner sides, to reinforce the cross sections of the welds and to weld the support arms of the axles of the gun and for the mounting of the gun.
In addition, it was supposed that by September 15 1952, in order to check the quality of the cracking of cracks during CCN, to test the fire of two EC-3 towers (of high and medium hardness) that had the greatest number of cracks in the area of the weapon installation, in the zygomatic, etc. length and depth, including through cracks.


Modernized tanks EC-2M and EC-3M of the 61 BTRZ production (Leningrad).
The new towers were to be supplied by the HBTU Armed Forces fully equipped (with the exception of the artillery system and radio station) with parts, assemblies, electrical equipment, a tower turning mechanism, a TPU, etc. so that in the case of mobilization in military units it was possible to quickly replace the old towers on the EC-3 tanks.
In addition to the towers, in November 1952, the question was raised about replacing the 10РК-26 radio stations, which were installed in the EC-3 tank, by the 10РТ-26Е radio station, since the placement of the 10РК-26 radio station made it very difficult for the tank commander and loader. It was impossible to carry out more convenient placement of it in the tank turret, since it was not unlocked, and the configuration and internal volume of the turret did not allow changing its location to a more convenient one. In addition, 10РК-26 radio stations have become outdated by the time of their operation, and their warranty period has expired. Almost every radio station required major repairs. Radio stations were replaced with 1953 (the volume of the first batch of 10PT-26E radio stations was 540 sets).
At the same time, at ChKZ, work continued to further improve the reliability of individual components of the EC-3 tank. For example, in 1953, a B366-AES diesel engine with an anti-vibration device of the No. XXUMX plant design was installed on one of the experimental machines (serial number 11). In the process of testing the tank passed 77 km, and the engine worked 2592 hours without comment. By car, other advanced prototypes and units were tested.
Subsequently, measures for the modernization of the tank were carried out by repair plants of the USSR Ministry of Defense: 7 BTRZ (Kiev), 17 BTRZ (Lviv) and 120 BTRZ (Kirchmezer, GSVG), as well as 61 BTRZ (Leningrad).
Taking into account the experience of work on the modernization of the EC-3 tank by the management of the headquarters of the Armed Forces of the Armed Forces of Ukraine, it was decided, starting from 1957, to carry out overhaul of the CCN and for the EC-2 tanks, which have become less reliable in operation. The volume of the PCN on the instructions of the Repair and Supply Office (URiS) of the Armed Forces Headquarters was developed by the repair plants of the USSR Ministry of Defense - 7 BTRZ (Kiev), 17 BTRZ (Lviv) and 120 BTRZ (Kirchmezer, GSVG). At the same time, the task was accomplished not only to strengthen individual weak assemblies, but also to equip the machine with more modern equipment, as well as to unify a number of units and devices with other tanks (for example, installing a B-54K-IC diesel engine, a spray heater, new air cleaners with ejection removal of dust from bunkers, gearboxes with oil cooling system in it, electric starter, prism driver’s observation device, electrical control devices, driver’s night vision device, new rad station, increase gun ammunition, etc.). All these activities were implemented in 1957 — 1959. in prototypes that have passed long running tests in GSVG.
From 1960, when conducting CCN activities at tank repair plants of the Ministry of Defense, the upgraded version of the EC-2 tank was given the name EC-2М. From the end of 1962, the brand was changed in the upgraded version of the EC-3 tank on the EC-3M. On the basis of the IS-3M tank, the tank repair plants of the USSR Ministry of Defense produced a command version - the IS-3MC. Part of the EC-2M tanks in the process of overhaul was converted into tank tractors. Modernization of the EC-2M and EC-3M tanks was carried out by tank repair factories up to the end of the 1970's.
In 1946, the Soviet Army received a new heavy tank, the EC-4, the development of which, like the EC-3 tank, began in the years of the Great Patriotic War. This combat vehicle was created in accordance with the IT assigned to the new heavy tank in the last years of the war, and unlike the EC-3 it was not a modernization of the EC-2 tank. The new tank was developed as an offensive weapon to break through the prepared defenses of the enemy and was intended to destroy manpower, enemy fire weapons, as well as to fight with its heavy tanks and artillery.
The tank EC-4 was produced at ChKZ in 1947 — 1949. and during mass production, it was upgraded with a change of brand on the EC-4M. A small batch of tanks EC-4М was manufactured at 1951 in the city. In the same year, according to the modified technical documentation, ChKZ carried out the modernization of all previously produced vehicles.
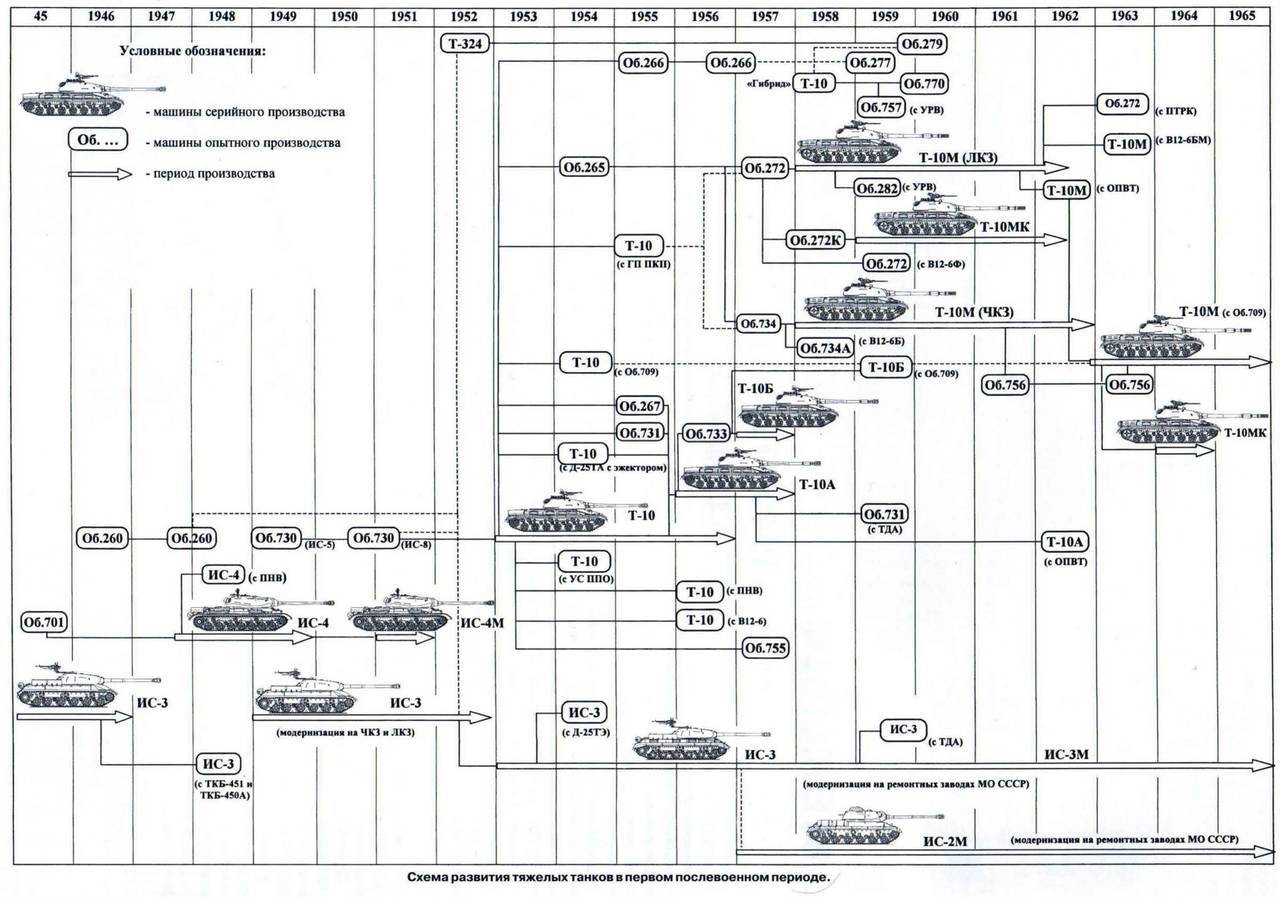
The T-10 tank adopted by the Soviet Army in 1953, like its subsequent modifications T-10A, T-10B and T-10М, was a further development of the EC-3 tank in accordance with the concept adopted for the combat vehicles of this class. Serial production of T-10 tanks of various modifications was organized in 1953 — 1965. at the Chelyabinsk Kirov Plant (from 15 May 1958 - the Chelyabinsk Tractor Plant), and from 1958 to 1963 - at the Leningrad Kirov Plant, where the heavy tank T-10М was produced (“272 Object”).
The post-war domestic heavy tanks EC-4 and T-10 of various modifications were only in service with the Soviet Army and were not exported to other countries.

Along with the serial production of the IS-4, T-10 heavy tanks and their modifications, in the first post-war period, research and development was conducted to create a new generation of heavy tanks with increased firepower, a high level of protection and mobility. As a result, tank prototypes were developed and manufactured: “260 Object” (EC-7), “265 Object”, “266 Object”, “277 Object”, “770 Object” and “279 Object”. An experienced heavy tank "Object 278" with a gas turbine engine was not completed.
For the development of heavy tanks of the period under review was characteristic:
- application of the classical scheme of the general layout with a longitudinal engine in the MTO'82;
- an increase in the combat mass of vehicles up to 50 — 68 t in connection with the increase in their protection against weapons of mass destruction and powerful anti-tank weapons of the enemy;
- increase the maximum thickness of armor frontal part of the hull of the tank to 305 mm;
- increase of the maximum speed to 42 — 59 km / h and increase in the power reserve on the highway to 200 — 350 km;
- the growth of the caliber of the gun to 130 mm and machine guns - to 14,5 mm;
- increase engine power up to 772 kW (1050 hp);
- adaptation of serial tanks to actions in the conditions of use of nuclear weapons.
An important feature of the development of heavy tanks was the search, development and introduction of original layout and design solutions, some of which served as the basis for the further improvement of various types of armored armaments for their intended purpose and combat mass. These most important decisions included:
- on firepower - 122- and 130-mm rifled tank guns with an ejection device for removing powder gases from the barrel; semi-automatic cassette-type charging mechanism for 130-mm guns, hydro-volume drive for controlling the turret rotation mechanism and an optical rangefinder (“277 Object”); stabilization of the aiming line in two planes (tanks T-10B, T-10М, "265 Object", "277 Object", "279 Object", "770 Object"); remote control of the machine-gun installation ("260 Object"); the use of ATMS 9K11 "Baby" as an additional weapon ("Object 272M");
- by protection - a cast armored body (“Object 770”), curved side hull sheets, PAZ and PPO automatic systems, TDA (T-10М tank), anti-cumulative screen (“279 Object”);
- mobility - diesel type B-2 with supercharging, ejection cooling system, planetary gearbox, “ZK” type turning mechanism, hydraulic control system, lever-piston hydraulic shock absorber, beam torsion suspension, equipment for underwater driving (T-10М tank), gas turbine engine (“278 Object”), hydromechanical transmission (“266 Object”, “279 Object”, “770 Object”), hydro-pneumatic suspension, support rollers with internal damping, steering wheel drive of the tank (“770 Object”).
In addition, the compressed air purge system of the barrel bore, radar range finders (including one with a sight), diesel engines with power 735 — 809 kW (1000 — 1100 hp), hydraulic suspension, relaxation hydraulic shock absorber, four-track propulsion, mounted engineering equipment (boats and mine trawls).
In addition to the design offices of ChKZ (ChTZ), LKZ and Chelyabinsk Experimental Plant No. XXUMX, VNII-100, created in 100 on the basis of the Leningrad branch, directly participated in the development of heavy pilot tanks, as well as testing and fine-tuning production machines and their components. Experimental plant №1948'100.
Initially, on the basis of the resolution XK of the USSR SNK No. 350-142 of February 12 on the deployment of work on the design and manufacture of prototypes of the tank "Object 1946" by order of V.A. Malyshev conducted a merger of teams of two design bureaus - the design bureau of a branch of Plant No. XXUMX and the Department of the Chief Designer (WGC) of the LKZ tank production. Team leaders, design engineers and support staff were combined in accordance with the qualifications and specialties of each of them and regardless of their formal subordination. The newly formed design team consisted of 260 people (among them: the management team and design engineers - 100, technicians - 205, copiers and draftsmen - 142 and support staff - 28 people). Most of the staff had extensive experience in designing and manufacturing tanks.
Due to the fact that the main personnel of highly skilled designers and production workers-tankers at that time were concentrated in the branch of the plant number XXUMX, whose production activities were closely associated with the LKZ, the costs of designing and carrying out experimental work between the two organizations were distributed in the proportion of 100 / 60 of the total amount, respectively.
In May, a special group was organized as part of OGK, which was engaged in the design of stands and non-standard equipment for the test shop (IST-1946). The main task facing this group was to promptly address issues arising from the design of a new heavy tank (“100 Object”), testing individual components and assemblies of the machine. Therefore, one of the most important areas of work of the team of the branch of the plant No. XXUMX was the creation of our own experimental research and laboratory base.

Tank EC-3, prepared for research on the radiation of MTO. NIIBT polygon, 1947
To accommodate all the research laboratories and test benches on the experimental Tank-themed ISTs-100, a part of the hull of the Branch Plant No. 100 was taken out, which was a complex of ten pit boxes with rooms for remotes.
In June, 1946, at the branch of Plant No. XXUMX, laid its own pilot production base as part of the mechanical, assembly, testing and tool shops, the department of the Chief Technologist, and the Department of the Chief Mechanic with auxiliary services. A consistent work has begun on expanding this base, staffing workshops with skilled workers and engineers, on expanding and improving the equipment.
During 1946, the organization of the Leningrad Branch of Plant No. XXUMX was completed. The main cadres of designers, technologists, testers and workers moved to Leningrad, where, as part of the mechanical, assembly, test and auxiliary shops with a full set of metal-cutting equipment and with a large number of stands and laboratories, they created their own production base for experimental work. By the end of the year, the personnel of the Leningrad branch (together with OGK LKZ) numbered 100 people.
8 in accordance with the proposal of V.A. Malysheva, from 1 in January 1947, the Department of Chief Designer for Heavy Tanks at the LKZ and the Design Bureau at the Branch Office No. XXUMX was merged into one Department of the Chief Designer at the Branch Office No. XXUMX. At the same time, the Department of Chief Designer for Heavy Tanks at the LKZ was abolished. The next step was the creation on the basis of the Leningrad branch of Plant No. XXUMX (on the territory of the LKZ) of the All-Union Scientific Research Tank and Diesel Institute No. XXUMX (VNII-100) of the USSR Ministry of Transport Engineering. Resolution of the Council of Ministers of the USSR No. 100-100 on its organization was signed on 100 June 100 (order of the Ministry of Transport Engineering No. 2026 from 795 June 11).
9 March 1949. The Council of Ministers of the USSR approved priority measures to ensure the work of the VNII-100. The management of the Ministry of Transport Engineering and the Institute was required to carry out R & D along with the R & D work, as well as to produce prototypes for their projects in cooperation with the LKZ workshops. Already on March 19 of the same year, Deputy Chairman of the USSR Council of Ministers V.A. Malyshev, by his order, established the subordination of the 1 institute to the Main Directorate of the Ministry, appointing Zh.Ya. Kotin while maintaining his post as chief designer LKZ.
4 June 1949. Order No. 1 of the director on the beginning of the VNII-100 activities. In accordance with the approved management scheme, the institute had five design, ten research and institute departments, an experimental production base (mechanical, tool and assembly shop), auxiliary services and a tank test station. The initial staff of the VNII-100 consisted of 1010 people.
Until the middle of 1951, the VNII-100 performed a dual function, both industry and factory. However, OCD prevailed over research topics. Interests of LKZ were set above the industry. In accordance with the decree of the Council of Ministers of the USSR No. 13081р from 31 July 1951, a Special Heavy Tank Design Bureau (OKBT) was organized at the LKZ with an experimental base. In addition to the staff of the LKZ, the OKBT included engineering and technical workers, employees and workers (in the required quantity) transferred from the All-Union Scientific Research Institute-100 in accordance with the order of the Ministry of Transport Engineering №535 from 10 in August 1951, the OKBT Head and Chief Designer of the plant was appointed .I. Kotin. With his transition to LKZ, the director of the VNII-100 became P.K. Voroshilov, and the deputy director for research - BT. Lomonosov'86.
At the same time, the ChKZ issued a decree of the Council of Ministers of the USSR No. 13605rs dated 4 in August 1951. Experimental Plant No. 100 was transferred as a pilot base. The design office at ChKZ (ChTZ) was consistently led by N.L. Dukhov, M.F. Balgi and P.P. Isakov.
Employees of the Scientific and Technical Complex of the GBTU (UNTV), the Academy of Armored Forces named after A. Gorkiy took an active part in the creation of heavy tanks and in scientific support of R & D on them. IN AND. Stalin and NIIBT landfill.
It should be noted that a number of R & D activities related to the enhancement of the combat and technical characteristics of post-war heavy tanks were carried out using the military model year’s EI-2 and EI-3 after the implementation of the VPC.
So, for example, back in 1946, at the range of the Leningrad Higher Officer Officer Armored School (VLOBSH) them. Molotov in the period from August 20 to 5, two German trophy tank rangefinders were tested: a stereoscopic horizontal base (1600 mm base) and a Konts-denz monoscopic vertical base (mm base 1000) installed on the EC-2 and IP-3 tanks, according to the program of Artkom GAU AF and NTK GBTU VS'87. Tank EC-2 stood out LOBOSH them. Molotov, tank EC-3 - LKZ. Installation of rangefinders in tanks was carried out at LKZ in the period from 10 to 20 in August 1946.


Tank EC-3, prepared for research __ on the radiation of MTO. NIIBT polygon, 1947
The tests were conducted to determine the effectiveness of firing using rangefinders, determine the advantages of a particular rangefinder, and also select the type of rangefinder for use in tanks and self-propelled guns. As the test results showed, these range finders provided range measurement and cannon shooting at distances from 400 to 6000 m.
In 1947, in order to study the energy characteristics of tanks, in the period from September 11 to October 4, thermal radiation samples of armored vehicles, including the EC-3 heavy tank, were tested at the NIIBT test site for thermal radiation. The work was carried out jointly by the RAIAP and the Scientific Research Institute of Aircraft. As the test results showed, the tank EC-3 had the best design and location of exhaust pipes compared to other vehicles (T-44, SU-76, BA-64, American light tank M-24). When moving cars, the heated parts were exhaust pipes, armor plates located near these pipes, as well as armor plates located near the engine cooling system radiators. So, for example, the heating of the exhaust pipes of the EC-3 tank to 85'C occurred 50 minutes after the engine was started, then the temperature of the tubes idling reached OO'C, while the tank was moving - 220 — 270'C, while the maximum intensity radiation was 127 W / STER.
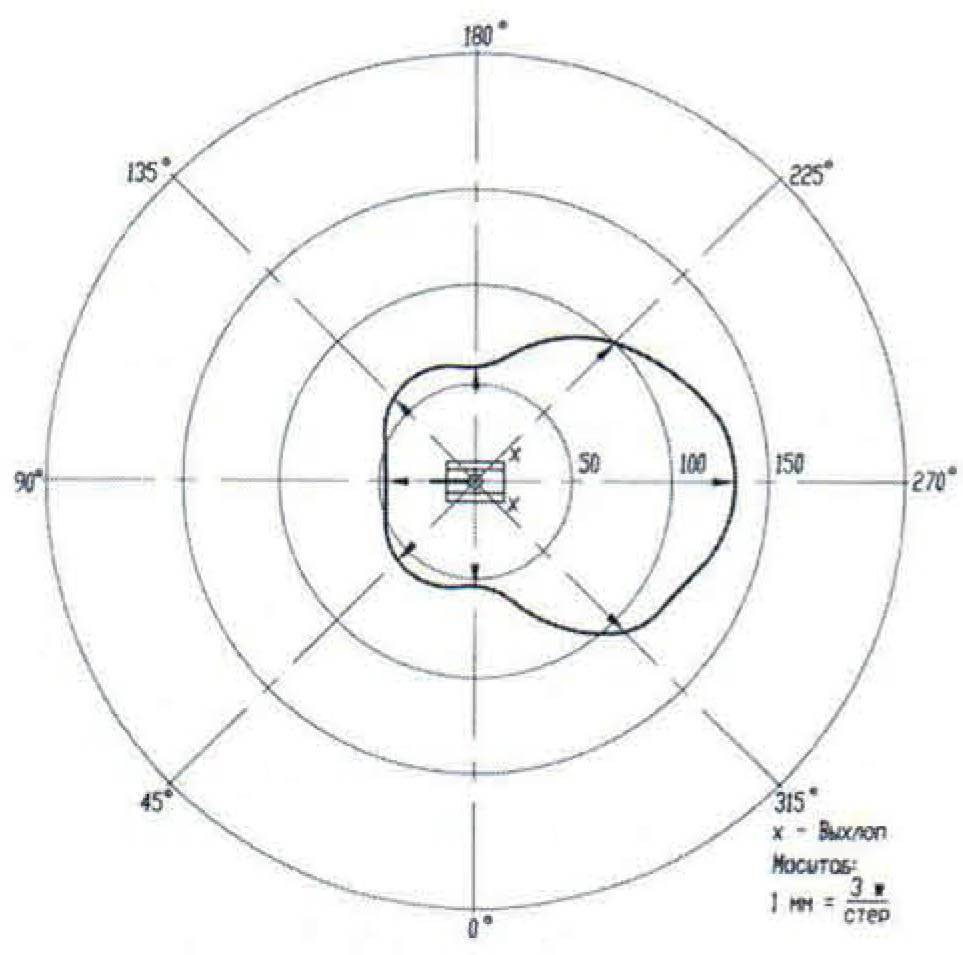
Polar radiation pattern of the tank EC-3.
The detection of tanks by their thermal radiation was carried out using the “Leopard 45” heatblock, while the maximum detection range was up to 3600 m. Based on the results of the conducted research, conclusions were drawn about the need to use exhaust pipe shielding and their rational placement on the machines -3), since the orientation and intensity of thermal radiation depended on their location.
Taking into account the results of tests of captured optical range finders in 1946 at the NIIBT test site in the period from 30 March to 10 in August 1948, domestic range finders were tested on the EC-2 tank: horizontal PCT-13 and vertical base PCT-13 of the GOI design. Vavilova.
Range finder PTC-13 (base 800 mm, increase 10 ") was mounted in the installation model (steel armored box) on the roof of the commander's turret, while the viewing device of the commander MK-4 and turret mounting anti-aircraft gun DShK were removed. For the passage of the lower part of the rangefinder Inside the commander's turret there was a rectangular hole in the base of the steel box. The fixing of the range finder in the installation model (in special trunnions with rubber shock absorbers) ensured the possibility of observing and measuring distances to the target with angles of months and from -5 to + 16 '. Seeker rangefinder, which had a field of view of 12' and increased 4 ", allows you to determine the target for a distance of over 2000. However mount rangefinder in the setting device was unreliable. When the tank was moving or when the engine was idling, there was a strong vibration of the lower part of the field of view, which did not allow for measuring the range. When firing from short stops, the range was determined with the engine shut off. Nevertheless, the number of targets hit when shooting from a spot and short stops when using the PTTs-13 rangefinder was on average 2 times longer than with an eye-determining range, and the time spent on shooting and hitting the target was less (when shooting from a spot - 104 with instead of 125 with, with short stops, respectively, 80 and 100 with). Along with the EC-2 tank, the installation of the PTC-13 range finder in the EC-3 tank was also recognized. When installing the range finder, the height of the machine was increased by 180 mm.
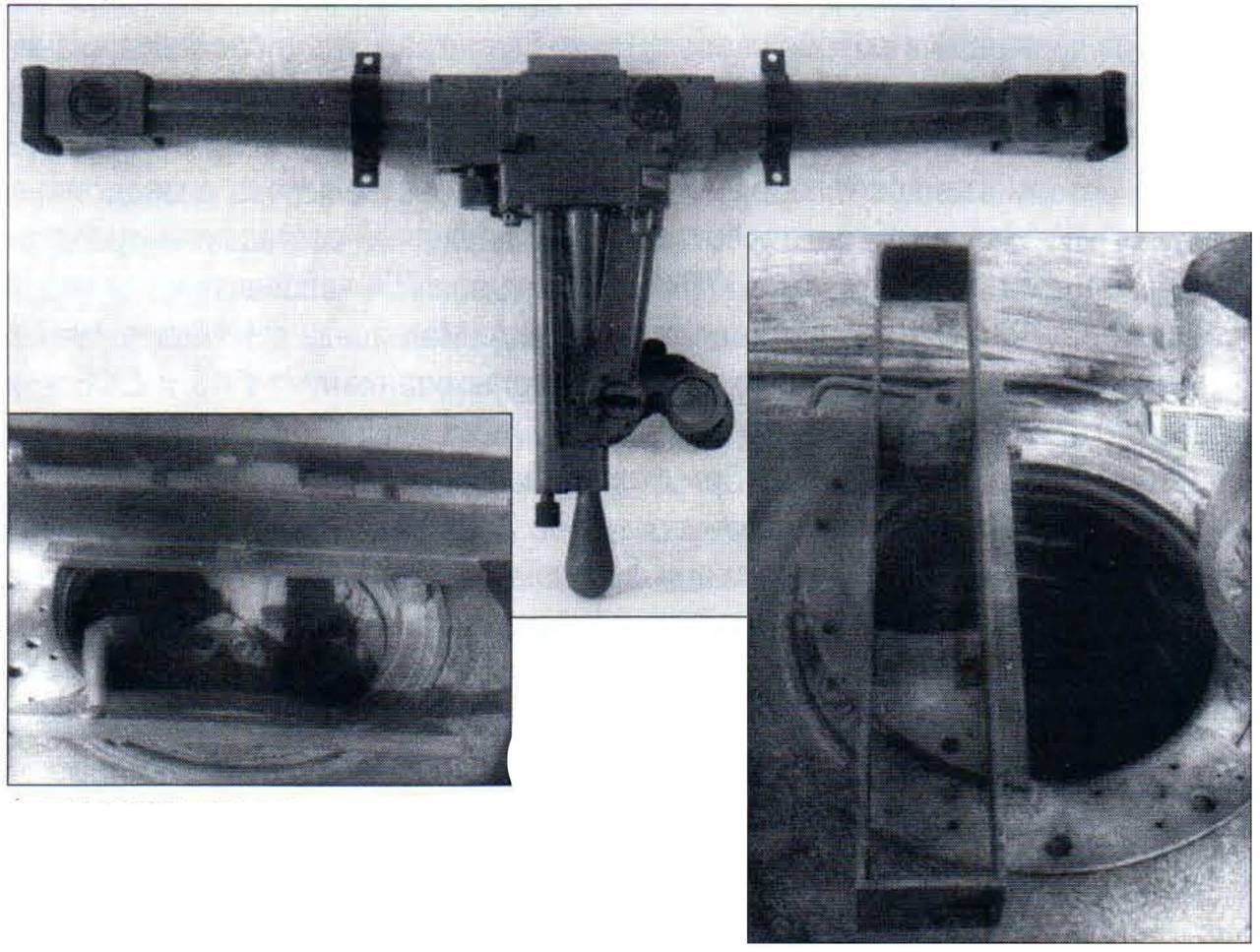
Range finder PTC-13. Installation of the PTTs-13 range finder in the commander's turret of the EC-2 tank. The installation layout (armor protection) of the PTTs-1 3 rangefinder (cover removed) on the commander's turret of the EC-2 tank.
Range finder PTTs-13 (base - 500 mm, magnification - 10 ") was mounted in a ball bearing mounting plate, which was mounted instead of the standard loader viewing device. The range finder was inserted into the ball bearing from the tank tower, and was held in it with three rollers. Ball bearing provided a free range finder in all directions and the installation of the dividing line perpendicular to the target lines. The range finder’s shortcomings were the imperfection of the method of measuring the distance - due to the center of the dividing line on the target and combining In addition, the rangefinder did not have adjustment mechanisms for height and range, and the presence of three exit pupils (of which only the middle one was working) made it difficult to observe. The two extreme ones, when working with the rangefinder, interfered with the observation (especially with weak lighting). The fixing of the range finder with the help of three rollers was unreliable (in the process of work there were cases of the loss of the range finder).
Range finder PTC-13. Installation of the PTZ-13A rangefinder in the turret of the EC-2 tank.
Accuracy of shooting with the use of the PTT-13 rangefinder was higher than with the visual determination of the range, but lower than with the range of the PTT-13. The number of targets hit when firing from a spot and short stops was 1,5 times the number of similar targets in the visual determination of distances. The average time for shooting and hitting targets, respectively, was 123 and 126 with - when shooting from a spot, 83 and 100 with - when shooting from short stops. Working with the PTT-13 rangefinder when installed on the EC-2 and EC-3 heavy tanks (by assessment) was difficult due to the small size of the commander's turrets. In addition, part of the range finder towering above the tank (630 mm) did not have any protection against being hit by bullets and shell fragments. During the tests, the PTC-13 and PTC-13 rangefinders did not provide the required accuracy when measuring the range. Nevertheless, the horizontal-base range finder PTT-13 demonstrated the best result in shooting accuracy and accuracy of measuring distances. The median distance measurement error (expressed in% of the true distance) exceeded 4,75% for the PCT-13 rangefinder and 5,4% for the PTT-13a rangefinder (with a permissible error for optical rangefinders - 4%). However, after constructive refinement (increasing the base to 1000 mm, multiplicity to 12 — 15x) and eliminating the identified deficiencies, the commission that conducted the tests recommended that the PCT-13 rangefinder be presented for further testing.
In the period from October to 1 10 1948 December, at the NIIBT range with medium tank T-54 passed tests IP-3 tank with units TCB-450A and TKB-451, 7,62 adapted for mounting-mm Kalashnikov machine gun with a curved barrel and a nozzle 7,62-mm submachine gun PP-41 (sample 1941) with a curvilinear barrel and a scope of the PBX. During the tests, the installation was carried out in a special base, mounted in the opening of the charging inlet hatch. The use of these installations ensured circular fire and the defeat of enemy personnel in the immediate vicinity of the tank. According to the test results, the TKB-3 installation was recognized as the most convenient for use in the EC-451 tank due to its small size. One of the main drawbacks of the TKB-451 and TKB-450А was the impossibility of loading the cannon with the mounted machine gun (submachine gun) and sight, and the need to move the shooter when the fire was carried over the horizon. Further work in this direction in relation to the tank EC-3 were discontinued.
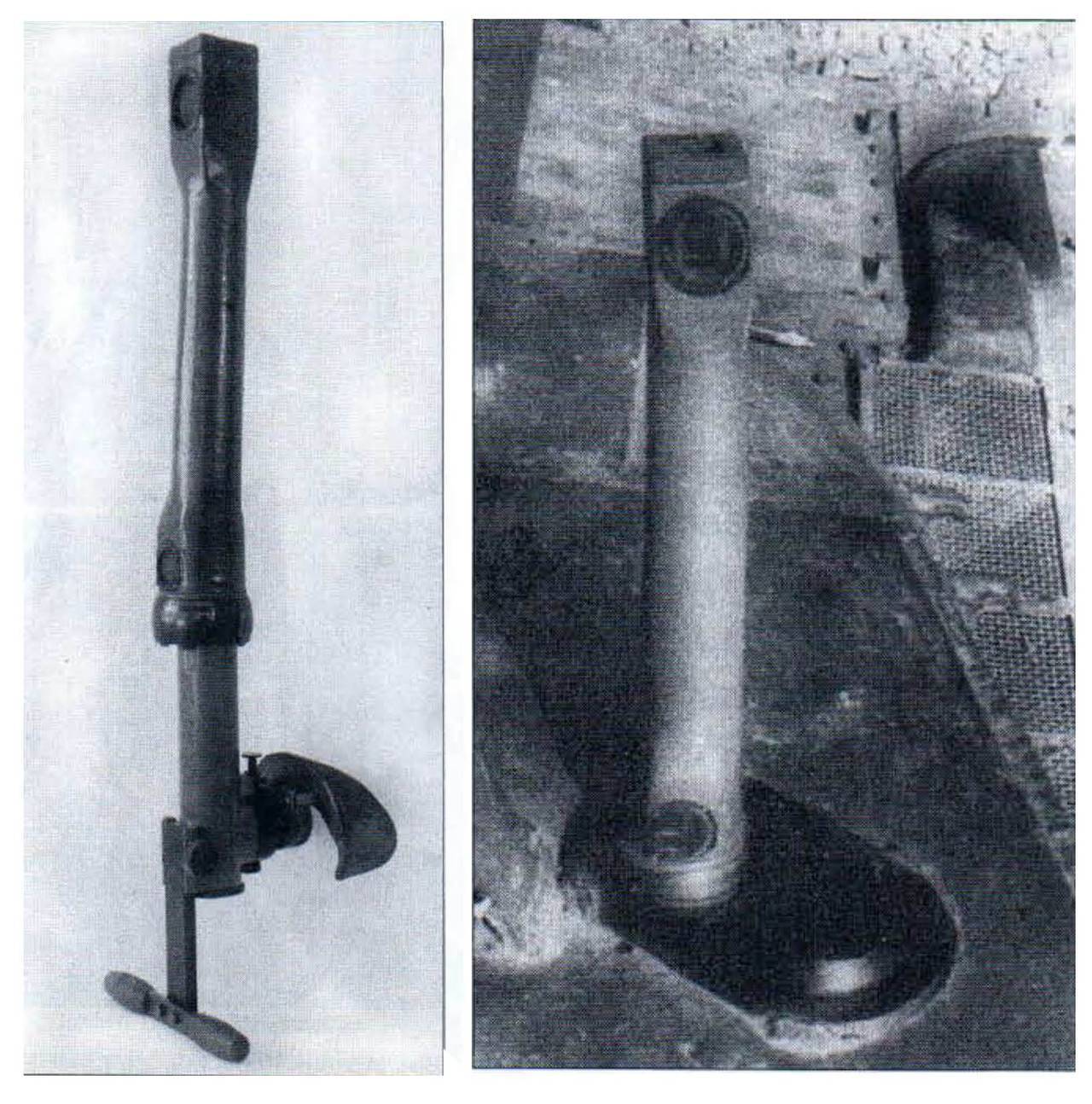
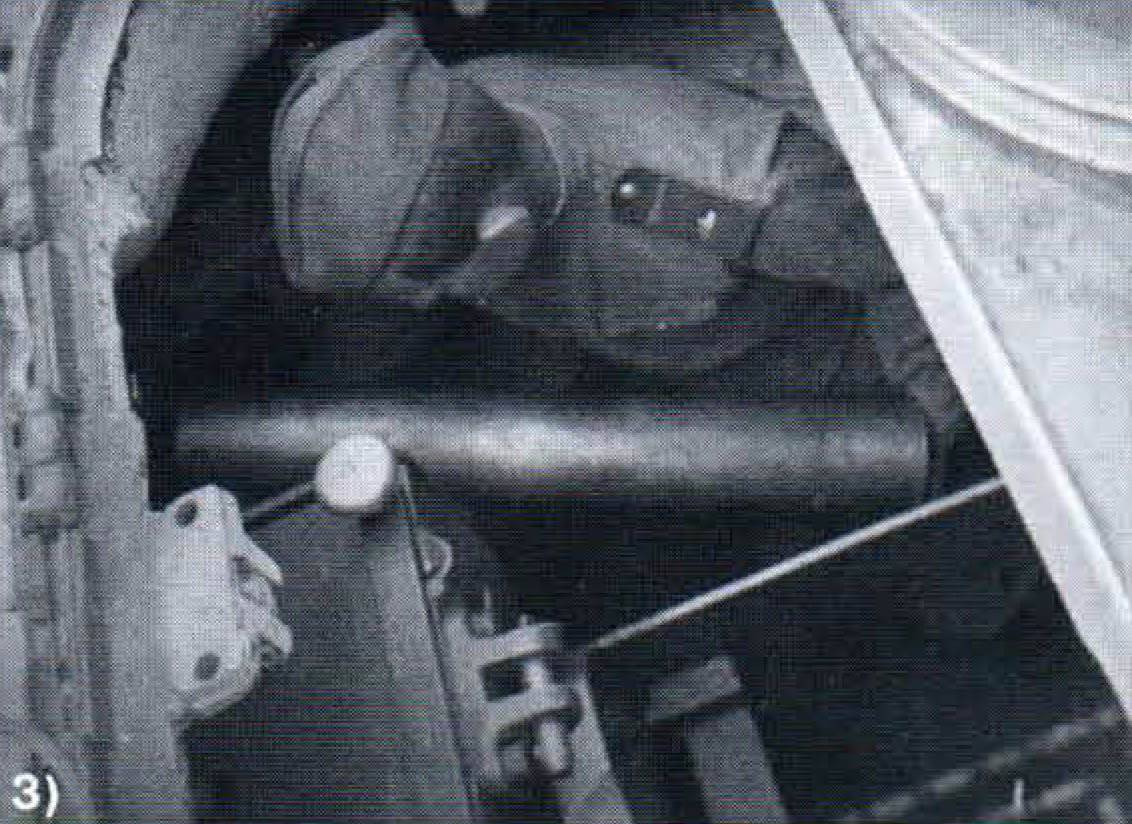
In order to determine the influence of some factors on the target rate of fire of the EC-3 tank at the NIIBT test site with the participation of the AAN scientific research institute-3 from June to July 20, 12 conducted relevant tests, the results of which showed that the average target rate of fire of the gun with high natrenirovannost loader can reach 1951 shots / min (according to TTX - 3,6 — 2 shots / min). The average time of one shot cycle was 3, 16 s and was composed of removing the spent cartridge from the cannon's folding guard (5 s), loading the gun (2,9 s), correcting hitting and firing (9,5 s), recoil and gun roll (3,1 s) . On this basis, the rate of fire from the EC-1,0 tank could be increased by eliminating the lagging of the spent cartridge case and eliminating the tool's knocking over during the loading process.
To eliminate the liner hang in the cannon's folding guard, it was recommended to work out the question of installing a reflector on the hinged fence of the reflector of the sleeves, and to prevent knocking and pickup and oscillation of the cannon when loading it, create a small margin on the muzzle of the gun in the presence of a shot in the barrel bore. A further increase in the target rate of fire could be achieved by introducing the mechanization of the loading process.
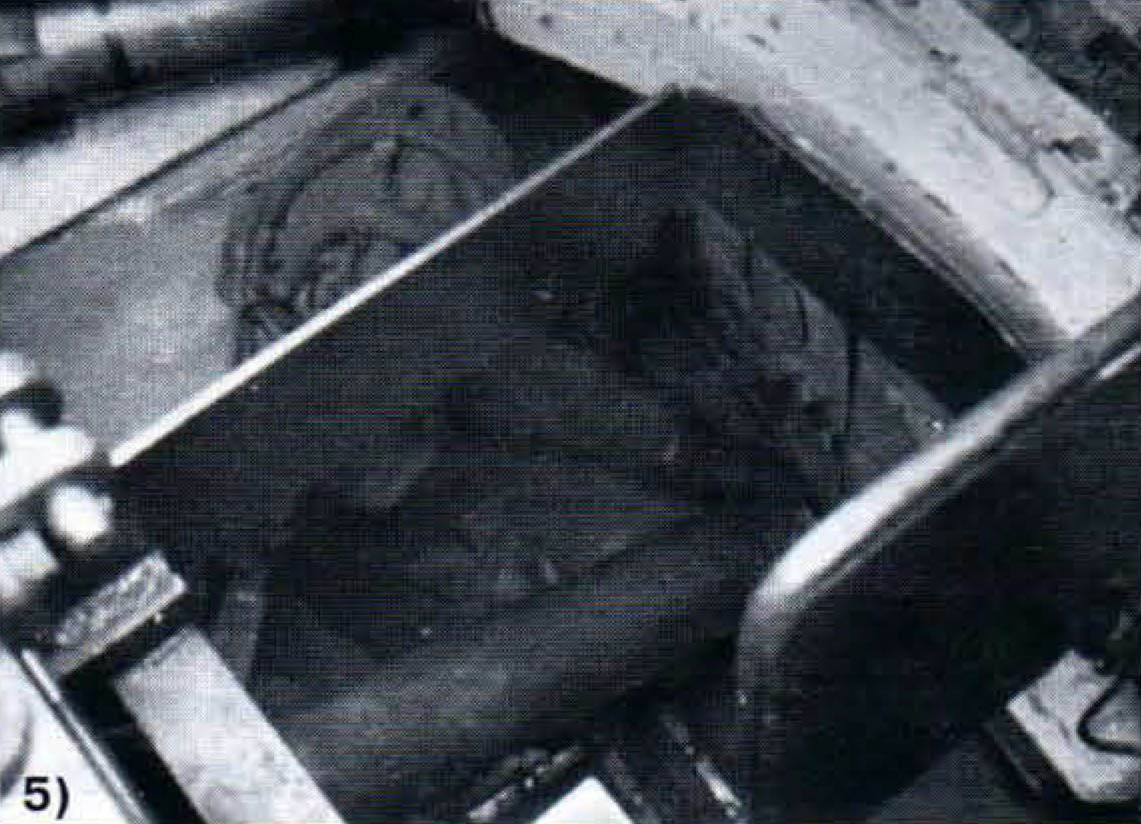
In addition, in the process of testing, the loader was able to access the gun’s ammunition and the methods for loading it were tested. The best for access were 17-local projectile ammunition on the shelf of the tower in folding trays placed from the fan in the direction of the loader, and the five-seater sleeve ammunition located on the frame attached to the central VKU column, as it allowed the gun to be charged for all indications of the tower protractor and for any the corners of the vertical pickup gun.

Tank IS-3 with the installation of TKB-450A and TKB-451. NIIBT polygon, 1948
The operating experience of the В-2 type engines installed on the EC-2 and EC-3 tanks showed their sufficient reliability. At the same time, despite the strict observance in the troops of the conditions for starting engines in conditions of low ambient temperatures, cases of leaded bronze of main bearings were observed on these tanks. Moreover, the melting of the bearings often occurred during the start-up and warm-up of the B-2 engines at ambient temperature - 10 — 15'С. These circumstances indicated that for trouble-free operation of B-2 engines at low temperatures on tanks that did not have reliable individual means of heating, it was not enough to preheat the engine to such a thermal state at which its start was ensured. For the normal operation of the crankshaft bearings after the engine was started and under load, it was necessary to have a continuous and sufficient oil supply to the friction surfaces of the bearings, which was guaranteed by the oil pump.



Tests of the tank EC-3 for fire rate. NIIBT polygon, 1951
1) excavation of the second high-explosive fragmentation projectile from 17-local tower laying;
2) output of the second high-explosive fragmentation projectile from 17-local laying on the loading line;
3) removing the first cartridge from the 5-local cartridge case;
4) taking out the sixth high-explosive fragmentation projectile from the 17-local combat pack;
5) removing the first liner from the combat pack located on the engine bulkhead.
1) excavation of the second high-explosive fragmentation projectile from 17-local tower laying;
2) output of the second high-explosive fragmentation projectile from 17-local laying on the loading line;
3) removing the first cartridge from the 5-local cartridge case;
4) taking out the sixth high-explosive fragmentation projectile from the 17-local combat pack;
5) removing the first liner from the combat pack located on the engine bulkhead.
Held in 1952 — 1953 Studies at the NIIBT test site showed that when the B-2 engine was started at low ambient temperatures, the EC-2 and EC-3 tanks did not always provide the necessary conditions for the normal operation of bearings, due to the presence of frozen oil in the intake non-heated oil pipeline (from the oil tank to the oil pump). In 1954, a series of design changes in the lubrication and cooling systems of these machines was developed for the EC-2 and EC-3 tanks. Thus, the NIIBT specialists of the landfill suggested removing thickened oil plugs from the outboard pipeline without first heating it before starting the engine by pumping hot oil into the tank through the intake pipeline using a special tool. It was a pipe welded into the intake piping of the lubrication system in close proximity to the oil pump. The other end of the pipe was fixed on the motor bulkhead and ended with a fitting with a plug-in stopper. When using the device, a union nut of the oil pumping unit was screwed onto the nozzle, which could be used as fuel pumping pumps for T-10 and T-54 tanks or VRZ-1 oil-pumping unit.
It was possible to manufacture this device and install it in a tank with the help of repair tools of military units. To retrofit the engine lubrication system, it was necessary to dismantle the oil tank from the tank body, with a preliminary disconnection of the intake pipeline.
In addition, in order to reduce the time required to prepare and ensure a trouble-free start-up of the engines of the EC-2 and EC-3 tanks in conditions of low ambient temperatures, it was proposed to pump out oil from the intake oil pipe after draining the oil from the oil tank. The experiments on the release of the intake oil line from the oil on these tanks using a manual or electric oil-loading pump showed quite satisfactory results.
Tests of the EC-3 tank with the changes in the lubrication system were carried out in the refrigerating chamber, where it was maintained to a predetermined temperature for the time required for the thermal equilibrium of the engine parts. The engine was warmed up before starting by filling it with hot antifreeze heated to + 90 — 95 * С to the cooling system. The B-11 engine was started at a temperature of -40 — 42'C. To prepare the engine for start-up, it was necessary to make four consecutive refueling in the cooling system of hot antifreeze.
The engine was reliably started up if the antifreeze temperature of the last strait (according to a standard thermometer) was not lower than + 30 — 35 * С. With this thermal condition, the engine could be turned by hand using a special clip and from an electric starter. After that, hot oil was pumped into the tank through the intake pipeline. The time required to fill the oil in the tank through the intake pipe was 7 — 10 min. The total time required to prepare the engine for start-up reached 110 min.
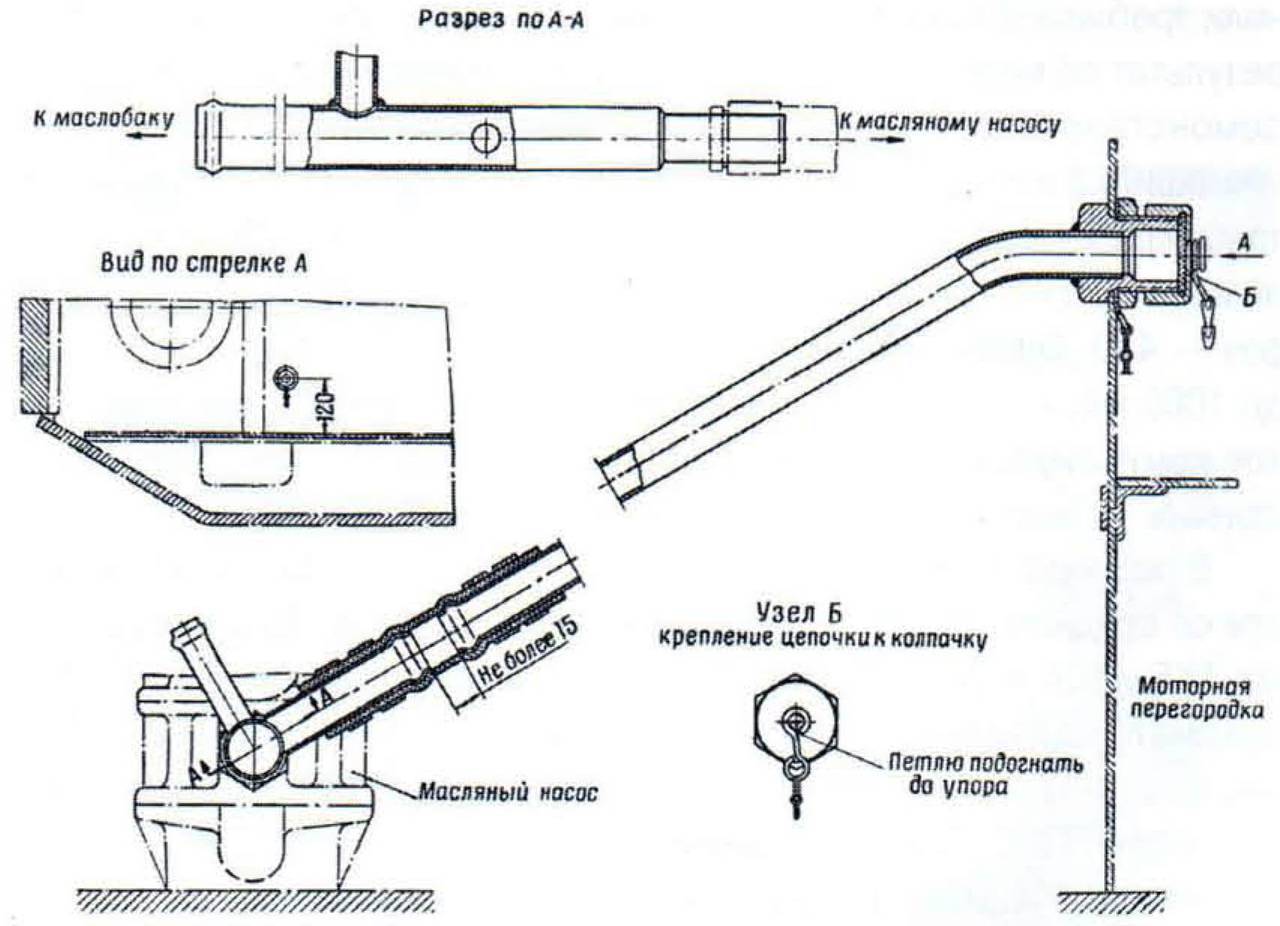
Structural changes in the lubrication system of the EC-3 and EC-2 tanks to ensure trouble-free start-up of engines in conditions of low ambient temperatures.
Before starting, the engine crankshaft was scrolled from the starter. If the oil inlet pressure to the engine was equal to 196 — 343 kPa (2 — 3,5 kgf / cmg), this indicated the presence of liquid oil and normal operation of the oil pump. The standard oil pumping pump (gear), as a rule, did not work at low temperatures due to thickening of the oil. Thus, the changes made to the lubrication system to ensure trouble-free start-up of the engine at low ambient temperatures have shown sufficient reliability and efficiency in operation.
In 1953, the NIIBT test site on the EC-3 and EC-2 tanks tested the installation of night-vision devices by a TVN mechanic of the VEI design. Lenin. On some EC-2 tanks (depending on the design of the nose of the hull and the presence of the driver’s “stopper” inspection hatch), this device could only be installed without upper and lower prisms (later this device was called BVN. - Note). The absence of prisms reduced the loss of infrared rays and the light in them, so the image in this device was brighter with other things being equal than in the TVN device. The headlight FG-10 with an infrared filter was used to illuminate the terrain. From 1956, the TVN device (TVN-1) was introduced into the kit of the EC-3 tank.
The installation of a night vision device for a TVN-1 mechanic, “hiking” (above) and “combat” in the EC-3 tank.
In 1954, at the NIIBT test site at one of the EC-3 tanks (No. 18104B), tests were carried out to check the gas content of the fighting compartment and the influence of the ventilation means and the device for ejection blowing the bore on the concentration of powder gases. So, in the period from 28 May to 25 June 1954, the machine was successively tested by shooting from the beginning with the standard D-25T cannon (13 shots were fired), and then by re-firing with the D-25Т gun (produced by the 64 shot) equipped with ejector the device for blowing the bore of the plant structure No. XXUMX (the main designer is M. Yu. Tsiryulnikov).
The test results showed that the accuracy of the battle from the D-25TE gun both at the beginning and at the end of the tests was within the limits of the tabular norms. The installation of the ejector significantly affected the moment of trunk imbalance, the value of which increased almost 5, 5 times (from 4,57 to 26,1 kgm).
When firing a cannon without using standard ventilation equipment of the fighting compartment, the ejection device for blowing the barrel bore was quite effective: the average concentration of powder gases in the breathing zone of the loader decreased from 7,66 to 0,16 mg / l or 48 times, in the breathing zone of the tank commander - from 2,21 to 0,26 mg / l or 8,5 times.

The night-vision device of the BVN mechanic for installation in the EC-2 tank.
The purge efficiency when firing with the engine running (at the speed of rotation of the crankshaft 1800 min "1) and the fan, which created the greatest air exhaustion in the fighting compartment of the machine, was practically absent compared to the same firing from the gun without ejection purge.
The presence of an ejection device significantly reduced the number of cases of the appearance of a reverse flame and required the placement of a load of 50 — 60 kg in a fixed fence. After some refinement and resolution of the issues of balancing the ejection gun, the device for purging the bore after the shot was recommended for mass production and installation of heavy T-10 tanks on the new guns.
Tank EC-3 with a gun D-25TE.
To determine the effect of the explosion of the TMV anti-tank mine (TNT and ammo equipment) by the Scientific Research Institute-582 with various overlaps by its tracks and the anti-mine resistance of various objects of armored vehicles at the NIIBT test site in the period from July 29 to October 22, 1954 was subjected to X test tank IS-210 *. Before the start of the test, the car was fully manned, brought to combat mass, and new caterpillars were assembled, which were assembled from trucks made of KDLVT steel (containing molybdenum (Mo) and without it), as well as from LG-13'89 steel.
Tank EC-2 with installed sensors, prepared for testing to undermine the chassis. NIIBT polygon, July 1954

The nature of damage to the tank EC-2 in the explosion of a mine (with overlapping 1 / 3 diameter) under the first left support roller. NIIBT polygon.
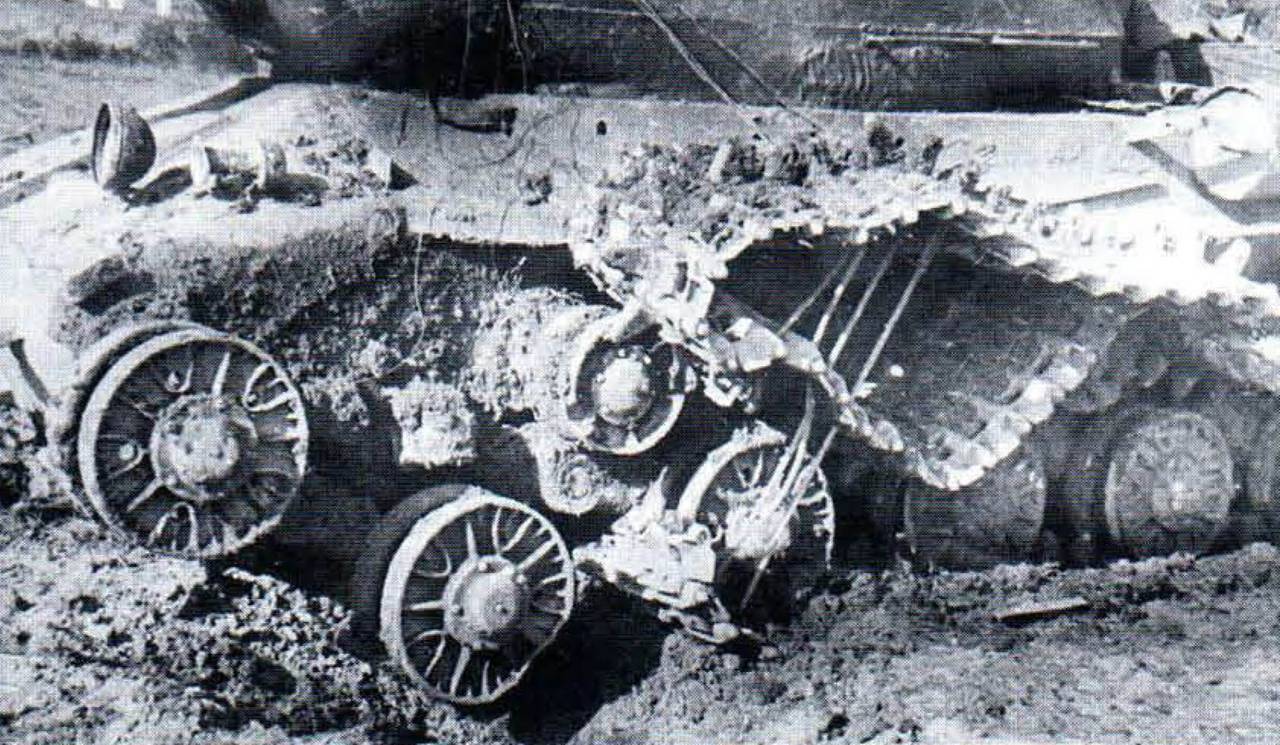
The nature of the destruction of the undercarriage of the IC-2 tank from the explosion of a TNT equipment mine with an overlap of 1 / 2 diameter (tracks made of КДЛВТ (сМо).
In total, during the tests, under the tracks of the IS-2 tank, the 21 undermined the TMB mines of the 5,5 kg TNT equipment both without penetration and with penetration at various overlaps with the track. Experimental animals (rabbits) were used to determine the effect of the explosion on the crew in some experiments.
As shown by the test results, when a mine exploded under a truck made of KDLVT steel (without Mo) '91, with an 1 / 3 overlapping mine diameter, the caterpillar was completely killed. As a rule, from the truck lying on the mine, and the tracks associated with it, the pieces were beaten up to approximately the level of the support roller band, further destruction went through the eyes. After each explosion, mandatory replacement of trucks was required (on average, five pieces).
At the support and support rollers, bandages were slightly deformed, bolts of fastening of the armor cap and armored plugs were cut off. Cracks sometimes appeared in the wheels of the road roller, but the roller bearings and the balancers were intact. The hull of the welding machine was torn by fences and fenders, the glass and the headlight bulb were destroyed, and the beep remained intact.
Tracks tracks made of steel KDLVT (with Mo), had a slightly higher mine resistance. Thus, when a mine exploded with an 1 / 3 overlap of its diameter, under such tracks there were cases when the caterpillar did not interrupt, despite the fact that pieces of 150 — 160 mm (to the level of the support roller bandage) had come off the tracks. In these cases, the tank did not receive damage after the explosion, which would have caused it to stop.
During the explosion of the TNT mine with 1 / 2 overlapping of its diameter, the tracks made of KDVLT steel (with Mo) were completely interrupted. The destruction of the tracks took place both in the body and in the places of transition of the lugs and pinouts to the body of the track. Other damage to the tank was similar to damage when undermining a mine with an overlap of its diameter 1 / 3, with the only difference being that when an explosion occurred with an overlap of 1 / 2 of diameter, the roller’s travel limiter was confused. The limiter collapsed over the cross section located near the welding seam, as well as in the plane of the hole of the coupling bolt. In addition, there was a vypressovka from the balancer of the axis of the track roller (along with the roller).
In the case of a mine of TNT equipment weighing 5,5 kg, installed with a burial (8 — 10 cm below the ground surface) under caterpillars with tracks made of KDLVT steel (with Mo) when 1 / 3 steel overlapping its diameter, a full breaking of the track was also observed, and the tank received damage, as if a mine was blown up without penetration with the same overlap. When the mines exploded under the second support roller, the axis of the roller together with the roller left the balancer hole, and the travel stops of the balancers of the second and third support rollers collapsed. Under the tracks of the KDLVT steel, one mine was exploded, filled with TNT of mass 6,5 kg with overlapping 1 / 3 of diameter in the soil with high humidity. From the explosion of a mine, the caterpillar completely exploded in two places: under the road roller and above it. Moreover, a piece of the caterpillar was thrown from the machine on the 3 — 4 m. The outer bearing of the support roller collapsed from the explosion, the bolts of fastening of the armor cap and the supporting roller were torn off, and the balancer travel stop was knocked down. Since the complete killing of tracks with tracks made of KDLVT steel with TVM mines loaded with TNT mass 5,5 and overlapping 1 / 3 diameters took place almost in most cases, no further tests were carried out for mines with greater weight for these tracks of the EC-2 tank not made (according to TU it was sufficient for the mine to interrupt the caterpillar with overlapping diameter 1 / 3).
- Mv Pavlov, Candidate of Technical Sciences, Senior Researcher I. V. Pavlov, Lead Designer, "Equipment and Weapons"
- Modernized medium tanks in the postwar period. Tank T-34-85 arr. Xnumx.
Modernized medium tanks in the postwar period. Tank T-44M
Heavy tanks of the USSR in the postwar period
Middle tanks in the postwar period. "432 Object"
Information